欢迎进入德州利元换热器制造有限公司网站 26年专注于散热器的生产和研发,200家知名企业长期选择利元散热器!
全国服务热线
13869202861
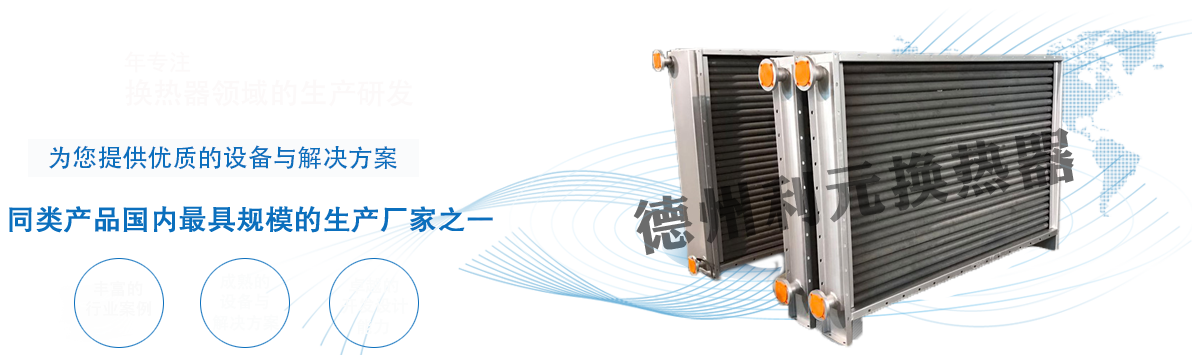
烟气余热冷凝回收换热器生产工艺
编辑:
时间: 2020-03-24 23:26 浏览次数:
时间: 2020-03-24 23:26 浏览次数:
德州利元换热器26年专注于散热器的生产和研发,专业为您提供散热器,散热器厂家,散热器设备,德州散热器,蒸汽散热器,翅片管散热器,空气冷却器,蒸汽管式换热器,化工机械散热器,纺织机械散热器,车间冷却器,废纸打包机,不锈钢散热器的相关信息,想要了解更多详情,请联系我们。
德州利元烟气余热冷凝回收换热器,咨询电话:13869202861!...
换热器厂家德州利元着多年的换热器生产销售经验,如有需要欢迎咨询:13869202861!
德州利元烟气冷凝热回收换热器采用氩弧焊焊接,焊接接头的坡口加工、预热及热处理。
用专用胎具固定集管,防止移位变形,翅片管插入集管孔内5mm,保证单排按图纸尺寸要求两端插入尺寸相等,如下图所示。
集管插入主集管深度5~10mm,主集管焊接完成后总长度应保持一致。
吊装环的对接焊缝应与主集管的纵向焊缝错开,其间距不应小于100mm。
焊接后其接头经检验合格后才会投入使用。
烟气余热冷凝回收换热器安装:
烟气余热回收设备与烟道之间采用法兰连接,方法兰采用60×6的不锈钢,螺孔孔径Φ10,螺孔间距80mm。
烟气余热回收设备(重量≤2t)的吊装环直径不应小于Φ10,焊缝长度不应<直径的3/4,焊接应牢固可靠,保证设备整体平衡。
若预留观察孔或检查孔,其大小不应小于侧面积的1/9,以方便观察和清洗。
根据结构型式,主集管的顶端应设置DN20自动排气装置,底部设置DN25泄水阀;对于立式、卧式和角式烟气余热回收设备的底部应预留烟气冷凝水泄水口;对于仰视烟气余热回收设备,与之连接的下烟囱底部应加装冷凝水泄水口。
德州利元专业生产换热器,以上就是今天给大家分享的烟气余热冷凝回收换热器生产工艺,如有需要欢迎咨询:13869202861!
标签:烟气冷凝余热回收,余热回收,烟气余热回收,德州利元
申明:本网站部分文章和图片来源网络编辑,如有侵权及时沟通删除,利元散热器蒸汽散热器原创文章,转载请注明来源。
 鲁公网安备
鲁公网安备 
